印染厂颜色检测通常会用什么仪器设备?本文就为大家简单的介绍一下印染厂颜色检测工作的相关注意事项,想要了解更多对色技巧的用户,可以继续往下看!
印染厂颜色检测设备简介:
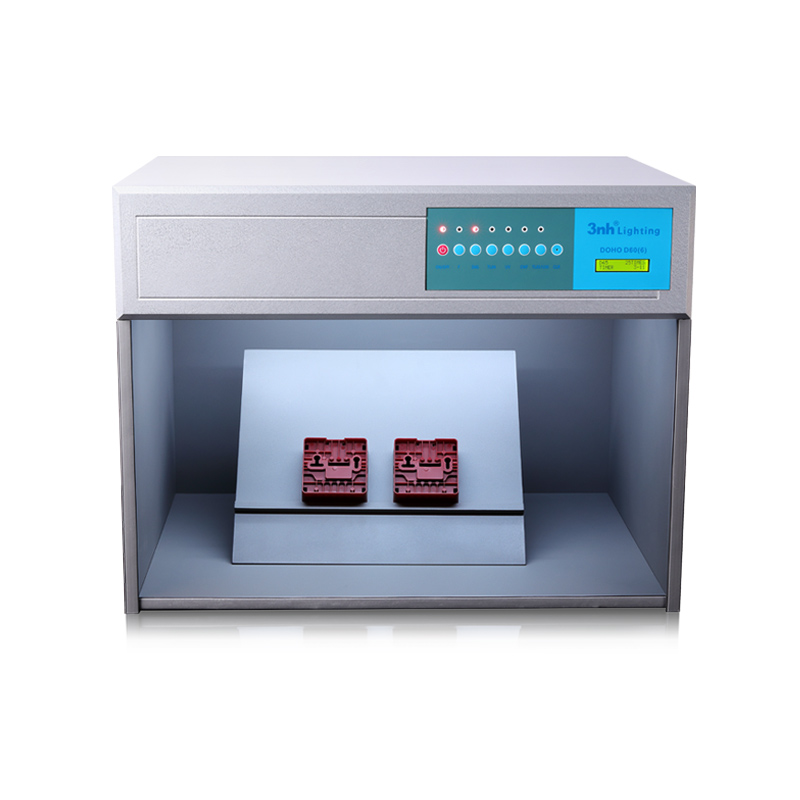
目前印染厂成品检验车间通常会使用对色灯箱作为检测设备,对色灯箱会配有一个倾斜角近45度的斜板,斜板上方配有符合检验照度的光源(板面照度一般不低于750Lx),斜板上装有白色毛玻璃板并配备有下灯光,必要时可以开下灯光检验。检验时的成品布速度可以在0-40m/min范围内调节,检验人员的目光正视布面,眼睛与布面的距离为50-60CM,检验布匹由随机配备的码表进行长度计量,最后由自动对边的卷布机按匹成卷。
印染厂颜色检测具体操作流程:
在成品上机检验前由质检人员分箱取样对色是一个很重要的环节。对色应在专用的对色灯箱中进行,并在客户指定的光源下対色。目前客户指定的光源一般多为D65、D75、CWF、TL84、Horizon、Inca A、U30、Uv等几种(国际上通用的对色光源还有多种,请见附录三)。有的客户除了指定主光源外,有时还会指定第二光源和第三光源。因为在生产实践中也会碰到有“跳灯”现象发生,也就是有同色异谱现象,有的客户会拒收有“跳灯”问题的成品,对此也应该特别引起注意。
所谓的同色异谱现象,从色彩理论的角度来解释,是指两个色样具有不同的光谱反射率曲线,而在某指定光源下有相同的三刺激值,也就是说这两个色样条件等色。一且光源改变时每个光源的能量分布不同)产生的三激值不再相等,这就产生了“跳灯”现象。
要解决“跳灯"间题关键是在打样时加强把关,化验室打样时要凭经验或用计算机测色仪来选用染料。如果来样与打样所用纤维材料相同,则染料的选用较容易;如果纤维材料不同,使用的染料类別不一样,就很可能会“跳灯”现象。对此一定要对客户解释清楚,成者只对主灯,或者对色时只以客户确认的L/D色板为准(不对原板)。只要做大货时所用的染化料与打染色小样(L/D样)所用的染化料相同、就能确保不会“跳灯”。避免在成品检验阶段才发现这个问题就很被动。
以上就是小编搜集整理的“印染厂颜色检测设备介绍”全部内容,想了解更多颜色检测行业资讯的朋友,可以继续关注我们平台的后续更新!
