冷轧板色差是生产过程中无法避免的缺陷之一,为了保证汽车用冷轧板的外观品质,我们就需要对冷轧板色差进行检定,本文就为大家带来冷轧板色差检测的常用方法,感兴趣的朋友不妨来看看吧!
冷轧板色差产生原因分析:
冷轧板色差产生的影响因素有很多,直接的原因是工作辊与钢板表面接触力大小不同。具体如下:
一、是辊系配备和压下量的问题,局部压下量大,局部压下量小。
二、轧辊使用时间过长,辊子局部磨损过大,也造成表面接触力大小不同,于是产生了色差。
三、工作辊磨削后表面粗糙度不均匀
四、原料问题:
1)原料发酸洗不良,中浪,边浪。
2)带钢的屈服强度有关
五、润滑问题:
1)乳化油浓度、温度过高。
2)分段冷却不均
3)杂油泄漏。
冷轧板色差如何检定?
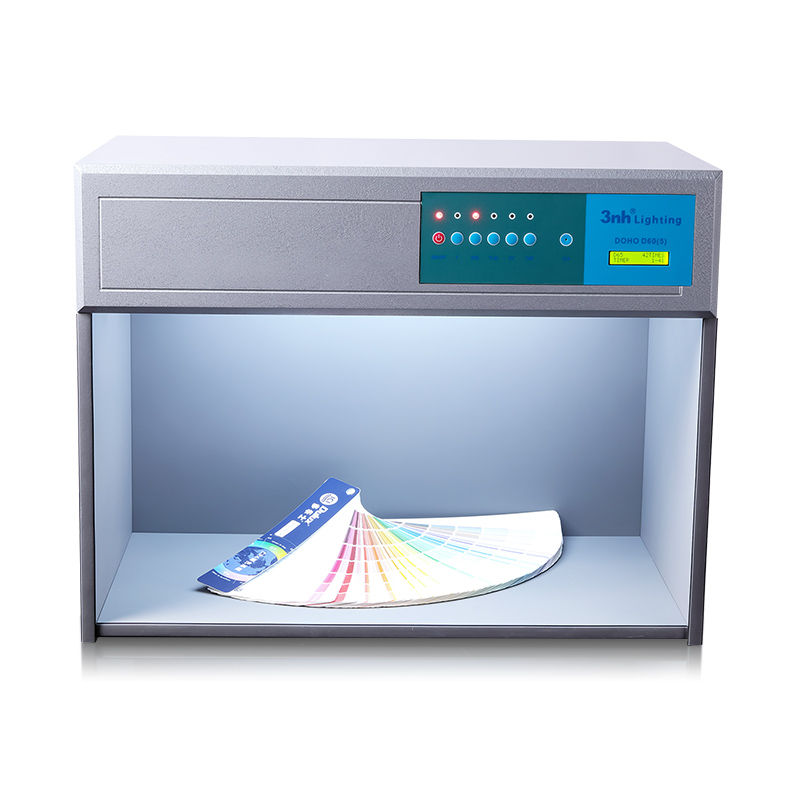
为了准确的评定冷轧板色差,保证企业用冷轧板表面色差在合理的范围内,我们就可以通过标准光源箱来对色。
在不同的光源下,我们对冷轧板颜色评定是有所差别的,为了准确的判定冷轧板颜色,我们就要统一的光源环境下进行颜色检测。标准光源箱就是一种可以模拟多种光源环境的照明灯箱设备,用户将冷轧板放入标准光源箱内,就可以进行目视评定。
1、标准光源箱是一款电光源产品,只有通电才能保持正常的工作状态。所以使用时,首先就需要将电源线另一端插头接到电源供电插座。我们知道国内的标准电压为220V,一般情况下直接通电即可,而销往国外的灯箱产品,就需要严格查看使用电源电压情况。
2、选择合适的测量光源
对色灯箱常见的光源有D65、TL84/P15、A光源、UV光源等类型,不同的用户需求对色需求不一样,选择验货商指定的对色光源类型即可,如果验货商没有要求,通常就选用D65光源。
3、开始测量
将被检测品放在灯箱底板中部位置。观察角度以90度光源、45度视线为宜。可根据被测物品形状调整适当角度、达到检测最佳效果。
以上就是小编搜集整理的“冷轧板色差如何检定”全部内容,想了解更多色差检测资讯的用户,可以关注我们的后续更新!
